
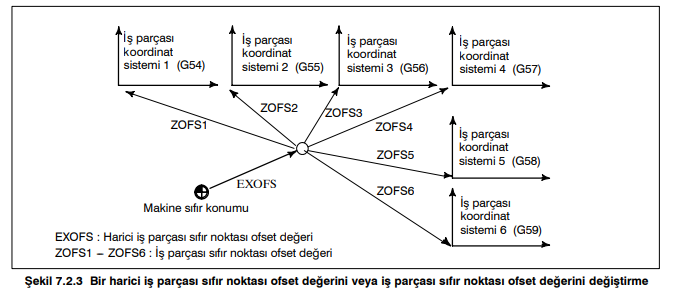
G54 - G59 ile belirtilen altı iş parçası koordinat sistemi, bir harici iş parçası sıfır noktası ofset değeri veya iş parçası sıfır noktası ofset değeri değiştirilerek değiştirilebilir. Bir harici iş parçası sıfır noktası ofset değerini veya iş parçası sıfır noktası ofset değerini değiştirmek için kullanılabilecek üç yöntem vardır.
(1) MDI panosundan giriş yapma
(2) G10 veya G92 ile programlama
(3) Harici veri girişi fonksiyonunu kullanma
Bir harici iş parçası sıfır noktası ofset değeri, CNC’ye giriş sinyaliyle değiştirilebilir.
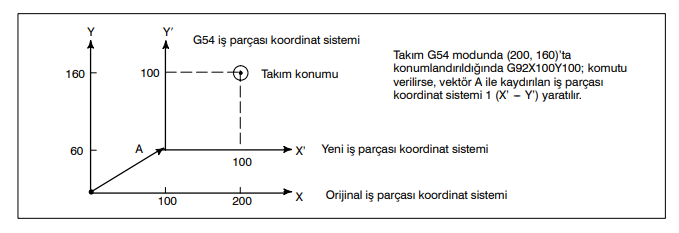
G92 X_Y_Z_;
G92 X_Y_Z_; belirtilerek, geçerli takım konumunun belirtilen koordinatlarla eşleşmesi için bir iş parçası koordinat sistemi (G54 - G59 arasında bir kodla seçilen) yeni bir iş parçası koordinat sistemine kaydırılır X_Y_Z_ .
Sonra, koordinat sistemi kayması miktarı tüm iş parçası sıfır noktası ofseti değerlerine eklenir. Bu, tüm iş parçası koordinat sistemlerinin aynı miktarda kaydırılacak olması anlamına gelir.
UYARI: Bir harici iş parçası sıfır noktası ofset değeri ayarlandıktan sonra G92 ile bir koordinat sistemi ayarlandığında, koordinat sistemi harici iş parçası sıfır noktası ofset değerinden etkilenmez. Örneğin, G92 X100.0 Z80.0; belirtildiğinde, geçerli takım referans konumu X = 100.0 ve Z = 80.0’da olan koordinat sistemi ayarlanır.
Örnek
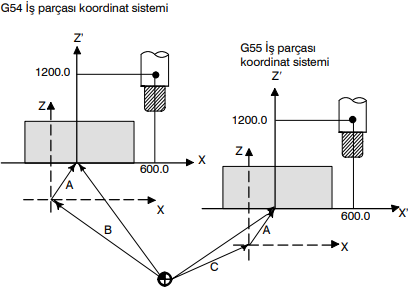
X Z Yeni iş parçası koordinat sistemi
X -Z Orijinal iş parçası koordinat sistemi
A : G92 ile yaratılan ofset değeri
B : G54’te iş parçası sıfır noktası ofset değeri
C : G55’te iş parçası sıfır noktası ofset değeri
Bir G54 iş parçası koordinat sistemi belirtildiğini varsayalım. Sonra, G54 iş parçası koordinat sistemi ve G55 iş parçası koordinat sistemi arasındaki göreli ilişki doğru şekilde ayarlanırsa, takım üzerindeki siyah noktanın (yukarıdaki şekil) (600.0,12000.0)’da olduğu bir G55 koordinat sistemi aşağıdaki komutla ayarlanabilir: G92X600.0Z1200.0; Ayrıca, paletlerin iki farklı konumda yüklendiğini varsayalım. İki konumdaki koordinat sistemlerinin göreli ilişkisi, koordinat sistemleri G54 iş parçası koordinat sistemi ve G55 iş parçası koordinat sistemi olarak kullanılarak doğru şekilde ayarlanırsa, bir palette G92 ile koordinat sistemi kayması diğer palette de aynı koordinat sistemi kaymasına neden olur. Bu, iki paletteki iş parçaların yalnızca G54 veya G55 belirtilerek aynı programla parça işlemi yapılabileceği anlamına gelir.