
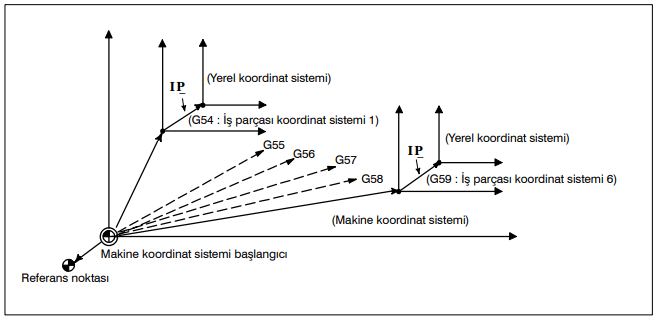
İş parçası koordinat sisteminde, daha kolay programlama için bir alt iş parçası koordinat sistemi ayarlanabilir. Bu tür bir alt koordinat sistemi, yerel koordinat sistemi olarak adlandırılır. Programlamayı kolaylaştırmak için iş parçası sıfır noktası geçici olarak kaydırılarak yardımcı koordinat sistemi oluşturulmuş olur.
G52 X_ Y_ : Yerel koordinat sistemini ayarlama
G52 X0. Y0. : Yerel koordinat sistemini iptal etme
G52 X_ Y_: Tüm iş parçası koordinat sistemlerinde (G54-G59) bir yerel koordinat sistemi ayarlanabilir. Her bir yerel koordinat sisteminin başlangıcı, iş parçası koordinat sisteminde X_ Y_ ile belirtilen koordinat sisteminde ayarlanır. Bir yerel koordinat sistemi ayarlandığında, sonuç olarak verilen mutlak koordinattaki hareket komutları (G90), yerel koordinat sistemindeki koordinat değerleridir.Yerel koordinat sistemi, iş parçası koordinat sistemindeki yeni bir yerel koordinat sisteminin sıfır noktasıyla G52 komutu belirtilerek değiştirilebilir. Yerel koordinat sistemini iptal etmek ve iş parçası koordinat sistemindeki koordinat değerini belirtmek için, yerel koordinat sisteminin sıfır noktasını iş parçası koordinat sisteminin sıfır noktasıyla eşleştirilir.
G52 Kodu Kullanılırken Dikkat Edilmesi Gereken Hususlar
- » Bir eksen manuel referansa gitme fonksiyonuyla referans noktasına geri dönerse, eksenin yerel koordinat sisteminin sıfır noktası iş koordinat sisteminin sıfır noktasıyla eşleşir.
- » Yerel koordinat sistemi ayarı iş parçasını ve makine koordinat sistemini değiştirmez.
- » G92 komutuyla bir iş parçası koordinat sistemi ayarlanırken tüm eksenler için koordinat değerleri belirtilmezse, kendileri için koordinat değerleri belirtilmeyen eksenlerin yerel koordinat sistemleri iptal edilmez, ancak değişmeden kalır.
- » G52, takım yarıçap kompanzasyonunda ofseti geçici olarak iptal eder.
- » G52 satırı mutlak koordinatta olduktan hemen sonra bir taşıma komutu verin.
- » G52 yerel iş parçası referans noktası iptal edildiğinde tezgâh G54-G59 ile G54.1 P1 ile G54.1 P48 kullandığımız parça sıfırı noktalarını referans alır.
- » G52 ile belirlenen iş parçası referans noktası yeni bir G52 kodu tanımlanana kadar geçerlidir.
- » Reset veya EMG butonuna basıldığı zaman G52 iptal olur.
- » G52 modal bir kod değildir. M00, M01, M02, M30 ve M99 kodları kullanıldığında G52 iptal olur.