
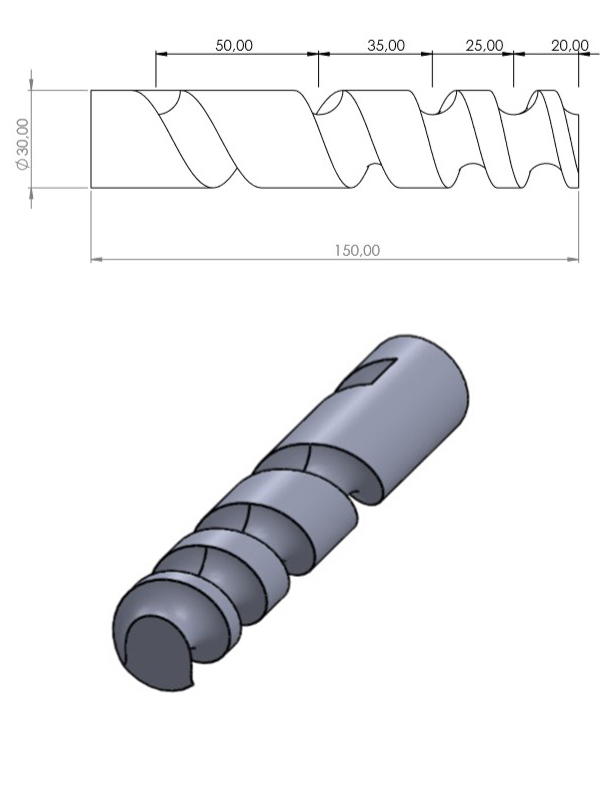
Vida başına giriş için bir artış veya azalma değeri belirtilmesi, değişken adımlı vida açmayı etkinleştirir. G34 koduyla bu işlem yapılabilmektedir. 8137 numaralı parametrenin 1 numaralı biti (NVL) 0’a ayarlanırsa bu işlev etkin hale gelir.
Düz diş açmak için; G34 Z(W)_ F_ K_ Q_
Konik diş açmak için; G34 X(U)_ Z(W)_ F_ K_ Q_
Z: Diş açma bitiş noktasının Z koordinatı
X: Diş açma bitiş noktasının X koordinatı
U, W: Diş açma işleminin başlangıç noktasından bitiş noktasına kadar olan mesafe ve yön
K: Fener mili devri başına diş adımını arttırma ve azaltma miktarı (değer aralığı ±0.001 ila ±500 mm/dev)
Q: Diş açma başlangıç açılarının değişme açısı (çok ağızlı vida dişleri için kullanılır)
K dışındaki adresler, G32 süreklisabit adımlı diş açma kodu ile düz/konik diş açmayla aynıdır.
O0001;
G97 S500 M03 T0101;
G00 X28. Z10. M08;
G34 Z-150. F5. K5.;
G00 X32;
Z10.;
X26.;
G34 Z-150. F5. K5.;
G00 X32;
Z10.;
X24.;
G34 Z-150. F5. K5.;
G00 X32;
Z10.;
X22.;
G34 Z-150. F5. K5.;
G00 X32;
Z10.;
X20.;
G34 Z-150. F5. K5.;
G00 X32;
G28 U0. W0.;
M30;