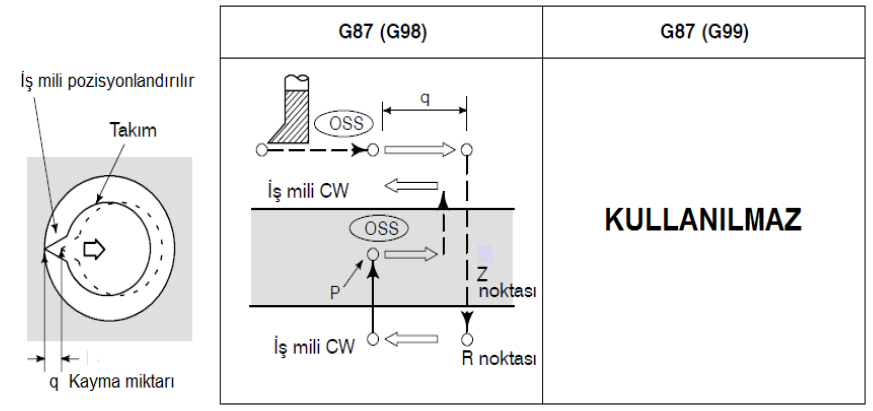
Bu çevrim, delik delme işleminden sonra iş parçası sökülmeden alttan delik büyütme işlemi için kullanılır. Takım X ve Y koordinatlarında konumlandırılınca tezgâh mili durdurulur ve Q değeri kadar yana kaydırılır.
Hızlı ilerleme ile delik tabanına gelinir. Takım ters yönde yana kaydırılır ve tezgâh mili saat ibresi dönüş yönünde dönmeye başlar. +Z yönünde talaş alınarak delik büyütme işlemi delik derinliğine kadar gerçekleştirilir. Sonra tezgâh mili durur, takım yüzeyden uzaklaştırılır ve başlama noktasına geri dönülür.
G87 X… Y… Z… R… Q… F…;
X-Y - Delik merkezinin koordinatları
Z - Delik derinliği
R - Emniyet mesafesi
Q - Yana kayma miktarı
F - İlerleme miktarı