
Döner Tabla Operasyon Komutları
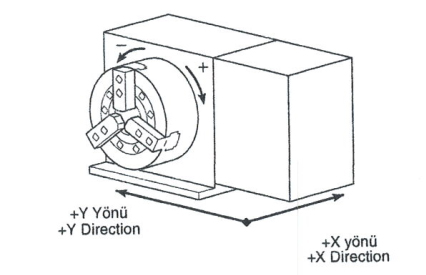
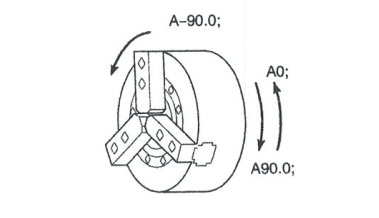
Döner tablaya tek ilave eksenlerin negatif yönünden pozitif yönüne doğru bakıldığında döner tabla için saat yönünde dönüş pozitif (+) ve saatin aksi yönünde dönüş negatif (-) olarak tanımlanmıştır. Döner tablaya –X ekseninden +X ekseni yönüne doğru bakıldığında A-ekseni için saat yönünde dönüş pozitif (+) ve saatin aksi yönünde dönüş negatif (-) olarak tanımlanmıştır.
Çabuk hareketle konumlandırma (Döner Tabla) (G00)
G00 modunda döner tabla çabuk hareket hızıyla döner.
G00 A90.0; . . . . . . . . . . . A-ekseni çabuk hareket hızıyla +90 derece döner.
Kesme besleme hızıyla konumlandırma( Döner Tabla)(G01)
G01 modunda döner tabla belirtilen besleme hızıyla döner.
G01 A-90.0 F50; . . . . . . . . A-ekseni 50 derece/dakika besleme hızıyla -90 derece döner.
Mutlak Komutlar ve Artan Komutlar
G90 G00 A90.0; . . . . . . . . A-eksenini tezgâh sıfır noktasından saat yönünde 90 derece döndürür.
A90.0; . . . . . . . . . . . A-ekseni dönüşü olmaz.
A0; . . . . . . . . . . . . . A- eksenini tezgâh sıfır noktasına saatin aksi yönünde döndürür.
A-90.0; . . . . . . . . . . A-eksenini tezgâh sıfır noktasından saatin aksi yönde 90 derece döndürür.
G91 G00 A90.0; . . . . . . . . A-eksenini saat yönünde 90 derece döndürür.
A90.0; . . . . . . . . . . . A-eksenini saat yönünde 90 derece daha döndürür.
A0; . . . . . . . . . . . . . A- ekseni dönüşü olmaz.
A-90.0; . . . . . . . . . . A-eksenini saatin aksi yönde 90 derece döndürür.

Tezgâh sıfır noktasına dönüş (A-ekseni)
A-ekseni diğer kontrol eksenleriyle(X,Y,Z) aynı biçimde çalıştırılabilir. A-eksenini manuel olarak çalıştırmak için, operasyon panelindeki butonu kullanın.
Eş zamanlı Kontrol Komutları ( X- ve A-eksenleri )
Aşağıdaki programda bir A-ekseni komutu bir X-ekseni komutuyla aynı blokta belirtilmiştir.
.
.
.
G90 G00 G54 X-100.0 Y0;
G43 Z100.0 H1 S600 T2;
M3;
Z55.0;
G01 Z40.0 F80;
X-200.0 A720.0 F100; . . . . . . . . . . . . .(a)
G00 Z100.0;
(a) X ekseni X-200.0'a hareket ederken, A-ekseni saat yönünde 2 tur döner. A-ekseni besleme hızı 100 derece/dakikadır.
Besleme Hızının Belirlenmesine ilişkin Uyarılar
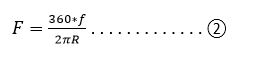
Döner tabla kullanarak işleme yaparken, gerçek besleme hızından (f) farklı olan, A-eksenini içeren operasyonun besleme hızı (F) derece/dakika cinsinden ifade edilir.
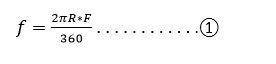
F : Belirtilen besleme hızı ( derece/ dakika)
R : İş parçası yarıçapı (mm)
f : Gerçek besleme hızı (mm/dak)
Önce gerçek besleme hızını (f) belirleyin. Daha sonra "1" ifadesinden kaynaklanan "2" ifadesini kullanarak belirtilecek olan besleme hızını (F) hızını hesaplayın.
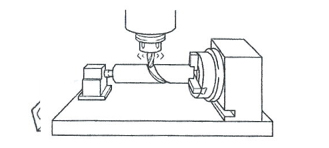
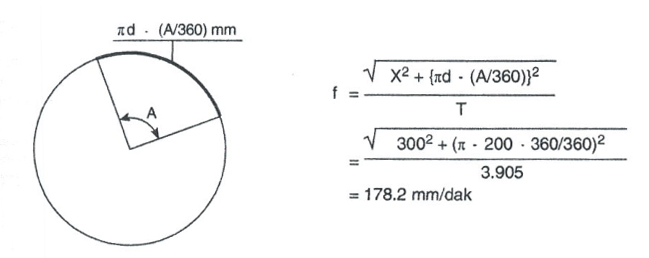
A-Ekseninin diğer eksenlerle Eş zamanlı kontrolü
Çevre üzerindeki besleme hızı (gerçek besleme hızı (f)) A-ekseni diğer eksenlerle eş zamanlı kontrol edildiğinde hesaplanır.
G01 X-300.0 A360.0 F120; . . . . . . . . . . . . . . . Belirtilen besleme hızı: 120 derece/dakika

Belirtilen besleme hızıyla (F) X-ekseni 300 mm hareket ederken A-ekseninin 360 derece dönmesi için gereken zamanı (T) hesaplayın.

Buradan çevredeki besleme hızı ( gerçek besleme hızı) aşağıdaki gibi çıkar.
Sadece A-ekseninin besleme hızı (derece/dak) :


Sadece A-ekseninin besleme hızı (mm/dak) :
