
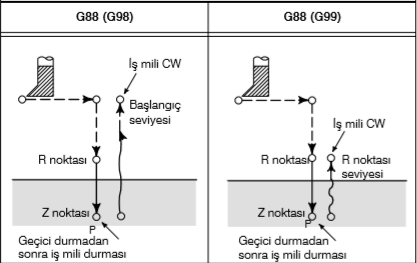
Bu çevrimde, takım deliğin son noktasına ulaştığında belirlenen sürede bekler. Bekleme süresi sonunda tezgâh mili durur ve daha sonra takım bu noktadan itibaren operatör tarafından elle kumanda edilerek delikten dışarı R seviyesine çıkarılır. R noktasına ulaşıldığında tezgâh mili tekrar saat ibresi yönünde (CW) dönmeye başlar ve takım bir sonraki delik adresine gider.
G88 X…Y…Z…R…P…F…K…;
G88: Delik büyütme ve el tamburu ile uzaklaştırma
X: Delik merkezinin X mesafesi
Y: Delik merkezinin Y mesafesi
P: Bekleme süresi (Milisaniye)
Z: Delik derinliği
R: Geri çıkış noktası
F: İlerleme miktarı
K: Tekrar sayısı